This is a problem that often makes printer operators have to think about. How fast and thorough is the UV varnish, how fast is the varnish bonded to the ink below, and depending on the specific configuration of the printing press and drying device, the water-based varnish and the? Which varnish is decisive for the quality of the glazed print and the delay before the print can be finished. Generally, the operator must rely on tests whose parameters are not defined with the required accuracy level. This is why Fogra has designed a more standardized method for hardness testing of radiation-cured UV varnishes and inks.
Hardness testing in the printing shop
One property of radiation-curable consumables is that as long as it is exposed to UV radiation, the crosslinking sequence will continue. Unlike cationic polymerization, which is completed in a triggered chain reaction but has not yet been used for sheetfed offset printing, free radical UV crosslinking requires some means to check the film hardness. At present, simple tests that can be performed directly on a printing press by a printer or finisher cannot give reliable results. There are now two methods for testing hardness on a printing press:
Tape test, Scotch tape test, or adhesive test: This requires pressing a piece of tape on the printed product and then removing it. If any varnish or ink film is torn off with the tape, it means that the varnish is not hard enough.
Acetone test: In this method, acetone is applied to the varnish or ink film, and then the image surface is rubbed. If the solvent fails to loosen the surface of the layer and cause it to move, then it can be considered that the varnish or ink has been sufficiently cured.
Although acetone can no longer dissolve all UV-curable consumables, Fogra's ACET can still be used in solvents recommended by varnish or ink manufacturers. The test sample is inserted into the device, and a felt pad soaked in the solvent measured with a pipette is placed on it. The force used to press the felt pad against the proof is precisely controlled by the spring. Close the cover of the device, and carefully control the duration of contact with a stopwatch. After this period, take out the sample for inspection. If the varnish is not fully cured, there will be some dissolving together with the underlying ink, and the paper will penetrate through. The higher the degree of polymerization, the more difficult it is to dissolve the varnish with a solvent, and it is often necessary to rub it with felt pads until the ink is significantly wiped.
However, these two methods have their own disadvantages: the data provided in the tape test depends largely on the force used to attach and remove the tape and the nature of the tape itself, which may be under certain conditions. change. In addition, this method cannot be used on uncoated paper. In order to make the tape test more reliable, Fogra has developed a device for measuring the adhesion of varnishes, known as LHT in German. It standardizes the strength, speed and angle when the tape is removed.
Fogra's glazing oil adhesion measuring device LHT uses the method of standardizing various parameters to make the tape test more reliable. Its purpose is to mechanize the test sequence while maintaining the basic concept of tape testing, and to eliminate human influence and subjectivity to enable people to accurately, objectively and repeatedly determine the level of adhesion. As part of the research project, Fogra then examined the damage to crosslinking and adhesion during UV glazing on paper and boxboard (Fogra no. 4.051). The knowledge gained is used to develop an easy-to-use test device for printing professionals. LHT is based on a simple principle: a mechanical device applies a piece of ordinary tape to the surface where the test specimen has been glazed and applies a predetermined pressure. A metal tag is attached to the free end and clamped in the peeling device. A rotating disc simulates manual tape removal. The device is suitable for all flat varnishes on thin substrates
With the change of free radical curing UV consumable formulations, the acetone test is no longer reliable. Most UV inks and varnishes currently in use cannot be loosened and removed even if the layers are not fully cured. Universal solvents that can determine the difference between intact hardened and underhardened (varnish, ink) layers have not been developed. Nonetheless, the resistance of the solvent can be monitored on the press to monitor the curing process. This can be done when the ink or varnish supplier recommends another available solvent. To perform this test, Fogra has developed an acetone test device, or ACET, which can be filled with any type of solvent.
A new test device was exhibited at the "Fogra UV Printing User Forum" in Munich on November 8, 2006. The UV curing tester developed in cooperation with Ushio is to check whether UV ink (but not UV varnish!) Has been completely cured on paper and box board. Put a piece of contact printing paper on the printed sheet and insert it into the tester, and then bear a predetermined pressure and temperature. At the end of the test, the ink sticking to the contact printing paper indicates that the curing is incomplete; if the contact printing paper is clean, the curing is complete.
All three devices—LHT, ACET, and UV curing testers—are available from Fogra (). The other simple and familiar test methods described in the relevant documents for determining the curing state use mechanical principles and can only be used on hard, incompressible substrates. Some examples are the microhardness test defined in DIN 55676, the pendulum rod damping test defined by DIN 53157, and the test performed by bombarding the surface of the proof sheet with the tip of a cone or a falling object. Abrasion tests, such as scratch tests, Taber abrasion testers or fingertip tests, are only used to check whether the UV-curable ink film is fully cured. The same is true for talc powder testing, stickiness testing and gloss or roughness measurement.

The UV curing tester jointly developed by Fogra and Ushio uses heat and pressure to test the UV ink on paper and boxboard. Heat input means that the device is not suitable for testing plastic diaphragms, nor does Fogra recommend its use for UV varnishes
Hardness in the laboratory
Testing and developing a method for monitoring UV-curable inks and varnishes in the laboratory is also a work in progress. In the past, the following different physical and chemical methods were used to determine the degree of hardening of the UV or EB cured layer:
* Fourier Transform Infrared Spectrometer (FTIR),
* Near infrared (NIR) spectrometer,
* Raman spectrometer,
* Atomic force microscope,
* Ion mobility spectrum,
* Dielectric spectrum,
* Calorie measurement process,
* Ultrasonic transmission,
* Pulse radiation decomposition,
* Evaluation of rheological changes and? Or mechanical changes caused by UV radiation,
* Permeation measurement with radioactively labeled liquid,
* High performance liquid chromatography (HPLC), and headspace gas chromatography
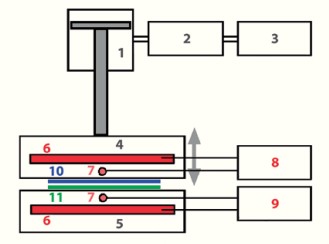
The UV curing tester includes defined and reproducible test parameters: a pressure device (1) supported by a pressure duration controller (2) and a pressure intensity controller (3), which presses the movable splint (4) on Fix the splint (5). Both splints are equipped with a heating element (6) and a temperature sensor (7) as part of the temperature controller (8, 9). The contact printing paper (10) and the test sample (11) are held between the two splints
Standard methods that can be used universally have not been extracted from the excessive research techniques currently in use. The results of a series of tests conducted by Fogra show that HPLC and ATR (attenuated total reflection) infrared spectroscopy (if printing inks) and confocal Raman spectrometers (for radiation-curable varnishes) can derive these layers Renewable chemical analysis data in the cured state.
office chair,High Quality office chair,office chair Details, CN
Queen Furniture Co., Ltd. , https://www.queenfurnitures.com